Global fikse personnalisation Solutions Founisè








Pwodwi



Hex machin pou lave tèt pwòp tèt ou-perçage vis
Deskripsyon pwodwi
| Non pwodwi | Hex Washer Head Self Drilling vis |
| Materyo | Te fè soti nan 304 asye pur, vis sa yo gen bon rezistans chimik epi yo ka léjèrman mayetik. Yo konnen tou kòm A2 asye pur. |
| Kalite tèt | Hex |
| Longè | Yo mezire anba bride la |
| Wotè tèt | Gen ladan bride la |
| Aplikasyon | Yon vis pwòp tèt ou-perçage gen yon pwen egzèsis ti jan ki elimine separe perçage ak frapan operasyon pou pi vit, enstalasyon plis ékonomi. Pwen egzèsis la pèmèt vis egzèsis sa yo dwe enstale nan materyèl baz asye jiska 1/2 "epè. Vis pwòp tèt ou-perçage ki disponib nan yon varyete de estil tèt, longè fil, ak egzèsis longè flit pou dyamèt vis #6 rive 5/ 16 "-18. |
| Estanda | Vis ki satisfè ASME oswa DIN7504K ak estanda pou dimansyon. |
Karakteristik kle yo
1. HEX HEX Washer Design: Asire fasil ak sekirite fikse ak yon priz fò, sa ki pèmèt pou aplikasyon segondè koupl san yo pa glissement.
2. Pwent pwòp tèt ou-perçage: elimine bezwen pou pre-perçage, ekonomize tan ak efò pandan enstalasyon.
3.-wo kalite materyèl: te fè soti nan materyèl prim-klas pou rezistans ranfòse ak rezistans korozyon.
4. lajè ran de gwosè: disponib nan plizyè gwosè pou satisfè divès kondisyon pou fikse.
5. Aplikasyon versatile: apwopriye pou itilize nan metal, bwa, ak lòt materyèl konstriksyon.
Avantaj
1. Tan-ekonomize: karakteristik nan pwòp tèt ou-perçage diminye tan enstalasyon pa elimine bezwen pou twou pilòt la.
2. Pri-efikas: materyèl dirab ak konsepsyon asire pèfòmans ki dire lontan, diminye frekans nan ranplasman.
3. fasilite nan itilize: tèt la lave egzèsis pèmèt pou manyen fasil ak enstalasyon, menm nan espas ki sere.
4. Pèfòmans serye: konsistan perçage ak fikse pèfòmans nan tout materyèl ak divès kalite aplikasyon pou.
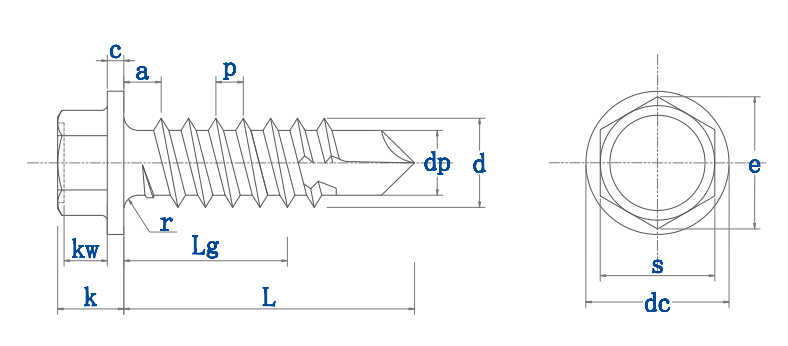
| Gwosè fil | ST2.9 | St3.5 | (St3.9) | ST4.2 | ST4.8 | (ST5.5) | ST6.3 | ||
| P | Anplasman | 1.1 | 1.3 | 1.3 | 1.4 | 1.6 | 1.8 | 1.8 | |
| a | max | 1.1 | 1.3 | 1.3 | 1.4 | 1.6 | 1.8 | 1.8 | |
| c | min | 0.4 | 0.6 | 0.6 | 0.8 | 0.9 | 1 | 1 | |
| dc | max | 6.3 | 8.3 | 8.3 | 8.8 | 10.5 | 11 | 13.5 | |
| min | 5.8 | 7.6 | 7.6 | 8.1 | 9.8 | 10 | 12.2 | ||
| e | min | 4.28 | 5.96 | 5.96 | 7.59 | 8.71 | 8.71 | 10.95 | |
| k | max | 2.8 | 3.4 | 3.4 | 4.1 | 4.3 | 5.4 | 5.9 | |
| min | 2.5 | 3 | 3 | 3.6 | 3.8 | 4.8 | 5.3 | ||
| kw | min | 1.3 | 1.5 | 1.5 | 1.8 | 2.2 | 2.7 | 3.1 | |
| r | max | 0.4 | 0.5 | 0.5 | 0.6 | 0.7 | 0.8 | 0.9 | |
| s | max | 4 | 5.5 | 5.5 | 7 | 8 | 8 | 10 | |
| min | 3.82 | 5.32 | 5.32 | 6.78 | 7.78 | 7.78 | 9.78 | ||
| dp | 2.3 | 2.8 | 3.1 | 3.6 | 4.1 | 4.8 | 5.8 | ||
| Range perçage (epesè) | 0.7 ~ 1.9 | 0.7 ~ 2.25 | 0.7 ~ 2.4 | 1.75 ~ 3 | 1.75 ~ 4.4 | 1.75 ~ 5.25 | 2 ~ 6 | ||